














Engineering Safe Liquid Transfer in Distillery Operations
Whisky production is globally recognised as a craft industry, but at scale it is a highly controlled industrial process requiring precision-engineered fluid handling systems.
From distillation through maturation to final dispatch, the safe transfer of high strength ethanol requires equipment designed specifically for hazardous-liquid environments. Flammable vapours, regulatory compliance requirements and product value sensitivity mean that transfer systems must deliver reliability, containment and repeatable performance under continuous industrial use.
For modern distilleries, engineered liquid transfer is not optional — it is fundamental to operational safety and commercial performance.
The Challenge of Handling Ethanol Safely
Throughout the production lifecycle, ethanol is transferred between vessels, storage systems and transport units. Each transfer stage presents engineering and compliance considerations, including:
- Safe handling of flammable liquids within ignition controlled environments
- Vapour management to reduce emissions and environmental risk
- Static discharge mitigation in classified hazardous zones
- Maintaining seal integrity and system durability under repetitive use
Ethanol transfer is therefore a safety-critical engineering function. Poorly specified or generic equipment increases the risk of leakage, vapour release, product loss and unplanned downtime. In hazardous environments, robust system design is essential to maintaining both regulatory compliance and operational continuity.
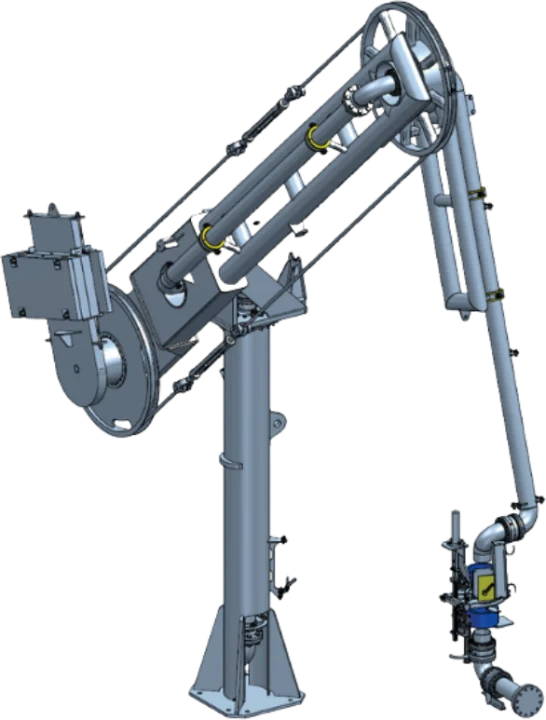
Engineered Delivery Nozzles and Loading Arms in Distilleries
Precision engineered delivery nozzles and loading arms support controlled liquid movement across production and logistics operations, providing:
- Accurate and repeatable cask filling with controlled flow rates
- Secure tank-to-tank and bulk tanker transfer
- Vapour containment to minimise product loss
- Long service life in corrosive and high-use environments
When correctly specified, transfer equipment reduces operator intervention, enhances safety performance, and ensures compliance with hazardous-area classifications, including ATEX requirements. In facilities handling flammable liquids daily, engineered reliability directly underpins safe production.
Operational Efficiency and Lifecycle Performance
Beyond safety compliance, engineered transfer systems contribute to measurable operational benefits, including:
- Reduced maintenance frequency and component failure
- Lower risk of production disruption
- Extended asset lifespan
- Improved product yield through leak and vapour loss prevention
Investment in durable, application-specific equipment lowers the total cost of ownership and supports long term performance stability. For high throughput distilleries operating under regulatory scrutiny, lifecycle reliability is as important as initial specification.
Supporting Industrial Liquid Handling Environments
EWFM supplies engineered delivery nozzles and loading arms designed for the safe transfer and storage of liquids and gases across hazardous industrial environments.
Our systems are specified according to:
- Fluid characteristics
- Flow rate requirements
- Environmental classification
- Compliance standards
- Operational duty cycle
By working alongside engineering and operations teams, we ensure transfer solutions are correctly matched to application requirements, delivering durability, compliance and long-term value.
While distilleries represent one specialist application, the engineering principles behind safe ethanol transfer apply across a wide range of industrial liquid handling sectors where safety, reliability and compliance are critical.
If your facility operates in a hazardous liquid transfer environment, EWFM can support the specification of engineered solutions designed for performance and longevity.
